
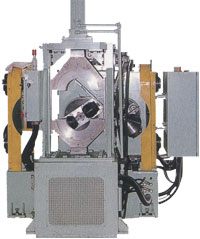
鋼管用つば出し成形加工機
配管作業を安く、早く、正確に加工できる革命的な工法を採用。ボタン一つで誰でも完璧に90度のつば出し加工が可能。
400型
|
|
250型
|
|

特徴
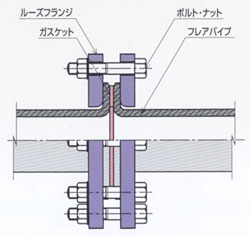
- 施工は簡単なルーズフランジ接合
-
- 従来工法と同様のフランジ加工のため、作業者の違和感なし。
- ルーズフランジのため、ボルト穴の位置合せ不要。作業性向上。
- 分岐口の方向の自在調節可能。
- ボタン一つのフルオート
-
- スタートボタンを押すだけの簡単操作。
- 溶接のような熟練工は不要。(どなたでも簡単かつ正確に自動加工できます。)
- 40秒のスピード加工
-
- わずか40秒程度で1口あたりの加工完了。
- サイズ変更の段取時間も5分程度で完了。
- 完璧な90度加工
-
- 高精度90度加工により、配管の蛇行なし。
- 抜群の配管強度
-
- 接合部は均一で滑らかな面精度。(技術資料①参照)
- フレアネック部は『R』構造で応力分散。
- 施工実績が豊富で高い信頼性。
- 火を使わない安全作業
-
- 火を使わない安全加工。
- リフォームにも最適。
- 白煙がなく地球環境にやさしい
-
- 溶接時に発生する亜鉛ヒュームの発生がないため、衛生的。
- 作業者の健康を害する酸化亜鉛ヒュームの吸引の危険性なし。
- 溶接不良ゼロ
-
- 溶接不良による漏水なし。
- 手直し工事不要。
- ステンレスにも対応
-
- 温間加工装置装着により、ステンレスパイプのフレア加工も可能。
- 内部残留応力を極限まで排除。
- 応力腐食割れや耐食性の問題もクリア。
- 現場持ち込み可能
-
- 世界最軽量の2tを実現。
- トラックの2tユニッククレーンにより積載可能のため、部材の運搬費を極小化。
- わずか畳1枚の省設置面積を実現。
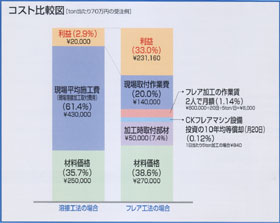
- 3割のコストダウン
-
- 溶接工法との比較(下図)で3割のコストダウン。
- 工期を1/2に短縮。
- 部材の無駄を削減。
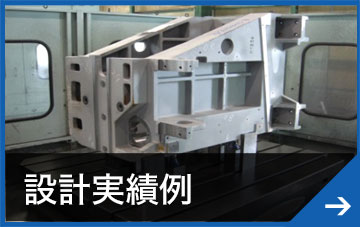
施工断面図
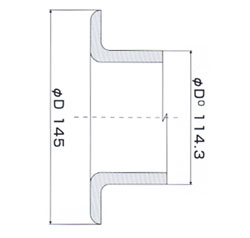
技術資料
配管用炭素鋼鋼管のフレア加工部断面図ミクロ硬度測定データ
α.試料
- 管種 配管用炭素鋼鋼管 SGP-E-H(白)呼び100A
- フレア加工
- 冷間加工
- 加工寸法(上図) フレア形成大率=(D-D0)/D0=0.27
β.測定結果
硬度分布
別図に示す。フレア加工の影響を受け断面硬度が上昇しているのは、フランジより約10mmの位置からである。
最も強加工を受け硬度上昇しているのはベンド部(曲がり部)であり、硬度上昇率は約2倍である。
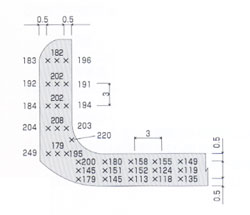
Hv 200gf a.250型機による試料
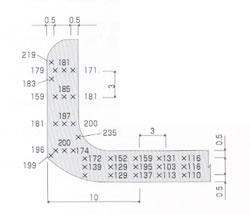
Hv 200gf b.200型機による試料